


环保型PVC颗粒的注塑模工艺条件有:
干燥处理:通常不需要干燥处理。
熔化温度:185~205C 模具温度:20~50C。
注射压力:可大到1500bar 保压压力:可大到1000bar 注射速度:为避免材料降解,一般要用相当地的注射速度。
流道和浇口:所有常规的浇口都可以使用。如果加工较小的部件,使用针尖型浇口或潜入式浇口;对于较厚的部件,使用扇形浇口。针尖型浇口或潜入式浇口的较小直径应为1mm;扇形浇口的厚度不能小于1mm。






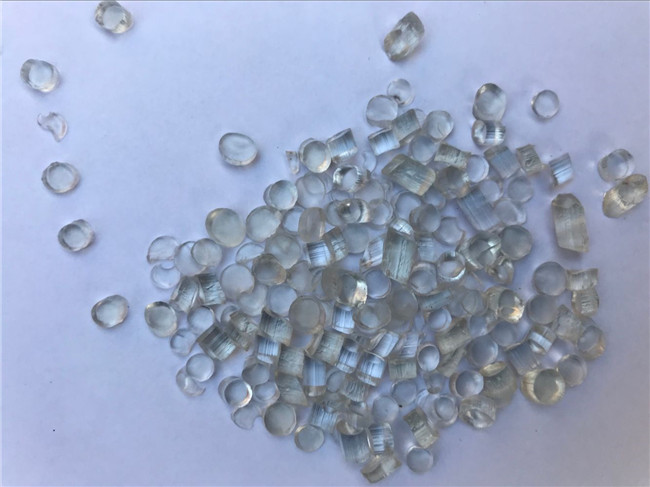
要知道pvc透明颗粒形态的形成原理,首先得分析聚合反应的过程。pvc透明颗粒聚合反应过程中存在着三个性质不同的反应阶段,即反应前期、中期与后期。
反应前期:部分引发剂分解成初级自由基,进行链的引发并开始聚合反应的阶段,因为此时悬浮反应粒滴基本上保持油珠状态,故也可以称为“油珠态”阶段。

莱州盛沂橡塑热诚欢迎各界前来参观、考察、洽谈业务。
3、PVC颗粒混合料的成分较多,选择合理的加料顺序很重要。所选择的加料顺序应有利于助剂作用的发挥,避免助剂的不良协同效应,还要有利于提高分散速度。例如助剂ACR易吸附稳定剂和液体助剂,影响其稳定效果和塑化效果,因此应在稳定剂之后加入。
4、若加入外润滑剂过早,则其会覆盖在PVC颗粒外层,阻碍PVC颗粒的重新组合,进而降低致密程度、均化程度和凝胶化速度,所以外润滑剂通常在混合的后期加入。

您好,欢迎莅临盛沂橡塑,欢迎咨询...
 触屏版二维码 |






